商品の詳細:
お支払配送条件:
|
| レーザーパワー: | 500W (他の力は任意である場合もあります) | 最高。 テーブルの速度: | 100mm/s |
|---|---|---|---|
| Z 軸の調節: | 手動でまたは serov モーター連結 CCD のモニタリング システム | 正確さの位置: | 0.05mm |
| 正確さを置くことを繰り返して下さい: | 0.02mm | 冷却: | 水冷 |
| 脈拍幅: | 0.1~50.0ms | 電源の条件: | 380V±10%、50Hz、40A |
| 電気の条件: | 三相 12-15kW | 力のフィードバック ループ: | エネルギー フィードバック システム |
| ハイライト: | fiber welding machine,laser welding equipment |
||
2 つのレーザ溶接の頭部が付いている太陽電池パネル繊維のレーザ溶接機械
1 つは、主な特長を機械で造ります
1.1. オンライン スポット溶接を、最高速度実行する達成する、大判カメラのスポット溶接を自動変換のテーブルと適用範囲が広い処理。
1.2. 機械視覚システム使用はミラーの代りの繊維伝達低い未来の故障率および高い電気光学会話があるかどれが反映します。
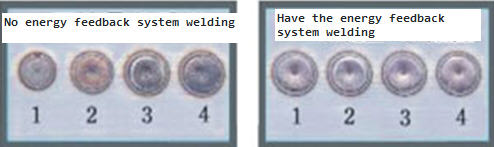
1.3. より 3% の、それにより溶接の安定性を、エネルギー フィードバックの利点改善する、レーザーの安定した出力は、pls 下の comparations を点検することを確認するため工業一流の「エネルギー負帰還」はより少しにの光学出力電力変動制御に衝撃を与えます:
1.4. 、自動溶接を実現できる複数の軸線連結制御システムを運ぶことができる 2-3 の軸線のワーク テーブルの範囲内で関連した据え付け品に協力して複雑なグラフィックの連続的な自動溶接を実現して下さい。
1.6. 二重ライト道を、4 軽い道の複数パス分光学のような二重位置しか実現な処理は、分光分光エネルギーおよび時間までに実現できまできま、材料を、の上で救い、ダウンタイムは、prodcution の効率を非常に改善しま、複数パスの多数の見通しを実現できまより複雑な処理の条件を同時に溶接します。
1.7。 溶接の質: はんだの接合箇所は処置なしでは滑らかでおよび美しく、滑らかな溶接穴、溶接、靭性、少なくとも同輩または母材を超過することではなくし、管理を溶接した後簡単な処理だけ、減らします労働の強度を必要としません;
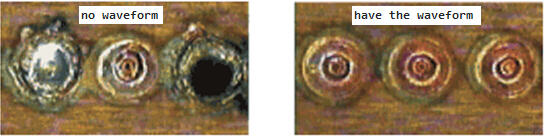
1.8。 私達の繊維のレーザ溶接機械に波形制御があります、従って各レーザーの点の出力が非常に安定して、均一、下が波形制御なしで機械間の comparation 持っている波形制御をであることを保障し、
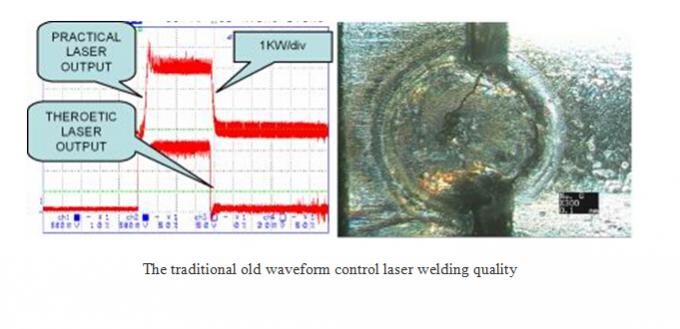
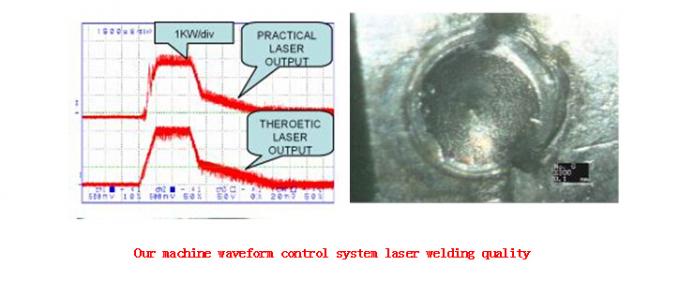
1.9。私達のパテントの波形制御 systam と従来の波形機械間の比較
2 の機械の塗布分野
私達の繊維のレーザ溶接機械は産業太陽電池パネルで広く利用されています。
3 の機械の塗布材料
stailnless 鋼鉄、明白な炭素鋼、合金鋼鉄、鉄、ステンレス鋼、低炭素鋼鉄、鋼鉄 -310 316 ステンレス鋼、合金鋼鉄および 347 は、ニッケル、チタニウム、ニッケル、錫、銅、アルミニウム、ニオブ、金、金属の銀の異なったレベル ニッケルを被せるかまたは溶接のための同じ金属を合金にします。 銅およびニッケル、チタニウム、銅およびニッケル、チタニウム、チタニウム、モリブデン、黄銅、銅および低炭素鋼鉄、銅、溶接のための金属。
4 つは、主要な技術的な変数を機械で造ります
|
モデル |
ST-P500-SP |
|
波長 |
1064nm |
|
ポンプ源 |
2 Xe ランプ(輸入される)、金張りの部屋 |
|
Max.power |
300W |
|
最高。 単一のパルス エネルギー |
60J |
|
脈拍幅 |
0.1~50.0ms |
|
Sequency の頻度 |
1~200Hz |
|
溶接の点サイズ |
0.2~1.5mm |
|
溶接の深さ |
0.1~3.0mm |
|
順序の溶接 |
15mm/s |
|
システムを観察して下さい |
CCD のモニター |
|
位置 |
赤灯の徴候 |
|
冷却装置 |
水冷 |
|
反復性の精密 |
0.02-0.05mm |
|
機械サイズ |
770mm*1350mm*1200mm (L*W*H) |
|
水スリラーのサイズ |
600 * 880 *1450 mm |
|
電気の条件 |
三相 12-15kW |
|
電源の条件 |
380V±10%、50Hz、40A |
|
機械総総重量(KG) |
420KG |
|
|
レーザーの発電機: 850mm*1500mm*1250mm |
5 の太陽電池パネルの説明のためのレーザ溶接のワーク テーブル
5.1. 太陽電池パネルのレーザ溶接機械は二次元のレーザ溶接の頭部のレーザ溶接ワークステーションの複式アパートの構造、レーザ溶接の頭部縦方向に溶接される太陽電池パネルのための場所を横に回すことができます自動的にです
5.2。 PC 制御、ポイント プロダクトの配列に、まっすぐな道の溶接会うため、溶接トラック CNC のプログラミングの入力の使用
5.3。 X、Y軸のサーボ モーター ドライブ、高精度の球ねじおよび球の柵伝達を使用して、2350mm の X 軸の打撃、1100mm の Y軸の打撃、0.05mm の正確さを置く繰り返し。
5.4。 基盤がそれに変形を保障しないために圧力を除去するように、焼きなましの老化の処置の後で、箱構造、仕事プラットホームの精密鋳造を多数の振動のような老化測定するのに、使用され、
6 つは、レーザ溶接写真を見本抽出します








