商品の詳細:
お支払配送条件:
|
| レーザーパワー: | 300W (他の力は任意である場合もあります) | 最高。 テーブルの速度: | 100mm/s |
|---|---|---|---|
| Z 軸の調節: | 手動でまたは serov モーター連結 CCD のモニタリング システム | 正確さの位置: | 0.05mm |
| 正確さを置くことを繰り返して下さい: | 0.02mm | 冷却: | 水冷 |
| 脈拍幅: | 0.1~50.0ms | 電源の条件: | 380V±10%、50Hz、40A |
| 電気の条件: | 三相 12-15kW | 力のフィードバック ループ: | 現在のフィードバック システム |
| ハイライト: | laser welding system,fiber welding machine |
||
管の溶接のための 300W レーザ溶接の euipment、5 つの軸線連結と、自動溶接
1 つは、主な特長を機械で造ります
1.1. オンライン スポット溶接を、最高速度実行する達成する、大判カメラのスポット溶接を自動変換のテーブルと適用範囲が広い処理。
1.2. 機械視覚システム使用はミラーの代りの繊維伝達低い未来の故障率および高い電気光学会話があるかどれが反映します。
1.3. 、自動溶接を実現できる 2-3 の軸線のワーク テーブルの範囲内で関連した据え付け品に協力します。
1.4. 複数の軸線連結制御システムを運ぶことができる、複雑なグラフィックの連続的な自動溶接を実現して下さい。
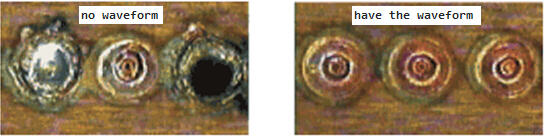
1.5. 私達の繊維のレーザ溶接機械に波形制御があります、同じレーザー力と出力されるあらゆるレーザーの点を保障でき、非常に均一、下の 2 つの写真は波形制御の有無にかかわらず機械の間で溶接比較しますです:
2 の機械の塗布分野
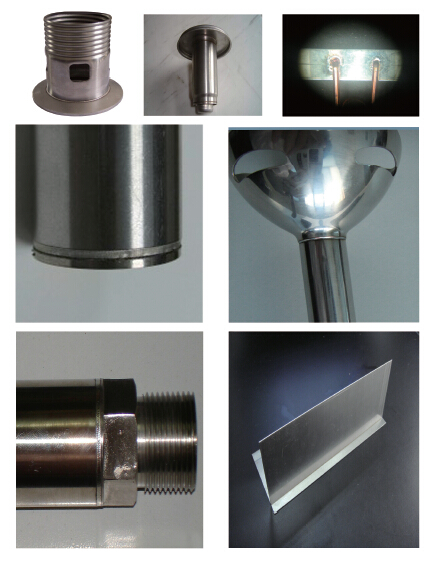
私達の繊維のレーザ溶接機械は、広告企業産業、管の溶接ガラス フレームの溶接、ステンレス鋼フレームの溶接、キーボードの溶接、ケイ素の鋼鉄溶接で広く利用されて、溶接、家具および真空のコップ、ボール、ドアのステンレス鋼-扱えば点火プラグは、暖房の管、サポート金属の管等ろ過しましたり、グリースを塗ります。
3 の機械の塗布材料
stailnless 鋼鉄、明白な炭素鋼、合金鋼鉄、鉄、ステンレス鋼、低炭素鋼鉄、鋼鉄 -310 316 ステンレス鋼、合金鋼鉄および 347 は、ニッケル、チタニウム、ニッケル、錫、銅、アルミニウム、ニオブ、金、金属の銀の異なったレベル ニッケルを被せるかまたは溶接のための同じ金属を合金にします。 銅およびニッケル、チタニウム、銅およびニッケル、チタニウム、チタニウム、モリブデン、黄銅、銅および低炭素鋼鉄、銅、溶接のための金属。
4 つは、主要な技術的な変数を機械で造ります
|
モデル |
ST-A150 |
ST-A300 |
ST-A400 |
ST-A500 |
|
最高。 レーザー力 |
150W |
300W |
400W |
500W |
|
レーザーの働き媒体 |
Nd: YAG |
|||
|
レーザーの波長 |
1064nm |
|||
|
最高。 出力電流 |
≤300A |
|||
|
最高単一の脈拍。 レーザー力 |
45J/10ms |
60J/10ms |
90J/10ms |
100J/10ms |
|
記憶波形 |
32 グループ |
|||
|
エネルギー安定性 |
±4% |
|||
|
エネルギー配分の均等性 |
±3% |
|||
|
レーザ光線の分割モード |
裂けるか、またはエネルギー割れ目か即時ライトを時間を計って下さい |
|||
|
最高。 レーザ光線の分裂数 |
4 本のルート |
|||
|
レーザーのエネルギー制御方法 |
フィードバック引く流れ |
|||
|
単一の脈拍幅 |
0.1-50ms |
|||
|
脈拍の頻度 |
1-300HZ |
|||
|
目標とし、位置 |
赤灯(CCD は任意です) |
|||
|
機械総パワー消費量 |
6KW |
12KW |
14KW |
15KW |
|
冷却方法 |
水冷 |
|||
|
電源の条件 |
3 段階、380V/50HZ |
|||
|
機械ホスト(レーザーの発電機)のサイズ |
720mm (W)*1500mm (H) L)*1400mm ( |
|||
|
水スリラーのサイズ |
950 * 650 * 1500mm (L * W * H) |
|||
5 つは、レーザ溶接写真を見本抽出します